









Poradagoló fúvóka
1. Háromutas/négyutas koaxiális poradagoló fúvóka: a por közvetlenül a háromutas/négyutas fúvókából távozik, egy pontban konvergál, a konvergenciapont kicsi, a por irányát kevésbé befolyásolja a gravitáció, és az irányultság jó, alkalmas háromdimenziós lézeres restaurálásra és 3D nyomtatásra.
2. Gyűrű alakú koaxiális poradagoló fúvóka: A port három vagy négy csatornán keresztül adagolják, majd belső homogenizálás után gyűrű alakban kivezetik és konvergálnak. A konvergenciapont viszonylag nagy, de egyenletesebb, így alkalmasabb nagy foltokkal történő lézeres olvasztásra. 30°-on belüli dőlésszögű lézeres plattírozásra alkalmas.
3. Oldalsó poradagoló fúvóka: egyszerű szerkezet, alacsony költség, kényelmes telepítés és beállítás; a porkimenetek közötti távolság nagy, és a por és a fény szabályozhatósága jobb. A lézersugár és a porbemenet azonban aszimmetrikus, és a szkennelési irány korlátozott, így semmilyen irányban nem tud egyenletes bevonóréteget létrehozni, így nem alkalmas 3D-s bevonatolásra.
4. Rúd alakú poradagoló fúvóka: porbevitel mindkét oldalon, a porkimeneti modul általi homogenizálás után, rúd alakú port ad ki, és egy helyen összegyűlik, hogy egy 16 mm * 3 mm-es (testreszabható) csík alakú porfoltot képezzen, és a megfelelő A csík alakú foltok kombinációja nagyméretű lézeres felületjavítást valósíthat meg, és jelentősen javíthatja a hatékonyságot.
Poradagoló
Dupla hordós poradagoló fő paraméterei
Poradagoló modell: EMP-PF-2-1
Poradagoló henger: kéthengeres poradagoló, PLC-től függetlenül vezérelhető
Vezérlési mód: gyors váltás a hibakeresés és a termelési mód között
Méretek: 600mmX500mmX1450mm (hosszúság, szélesség és magasság)
Feszültség: 220 V AC, 50 Hz;
Teljesítmény: ≤1kw
Küldhető por részecskeméret: 20-200 μm
Poradagoló tárcsa sebessége: 0-20 ford/perc fokozatmentes sebességszabályozás;
Por adagolásának ismétlési pontossága: <±2%;
Szükséges gázforrás: Nitrogén/Argon
Egyéb: A kezelőfelület az igényeknek megfelelően testreszabható


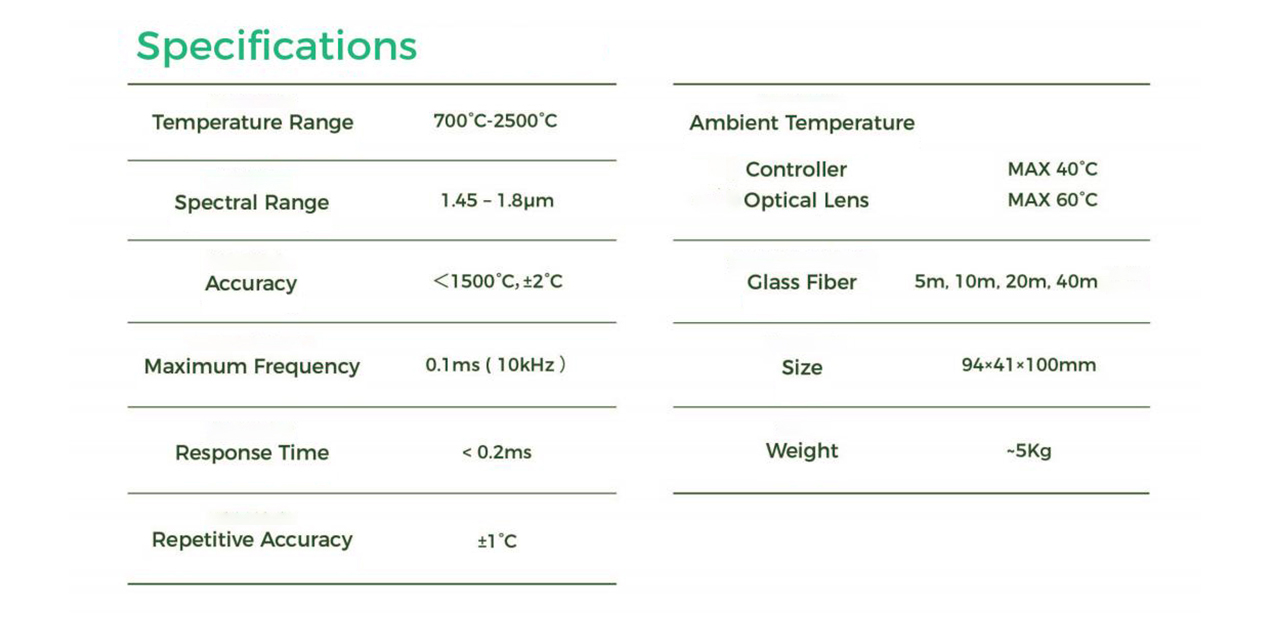
Lézerpirométer
A zárt hurkú hőmérséklet-szabályozás, mint például a lézeres edzés, a plattírozás és a felületkezelés, pontosan képes fenntartani az élek, kiemelkedések vagy furatok edzési hőmérsékletét.
A vizsgálati hőmérséklet-tartomány 700 ℃ és 2500 ℃ között van.
Zárt hurkú vezérlés, akár 10 kHz-ig.
Hatékony szoftvercsomagok
folyamatbeállítás, vizualizáció és
adattárolás.
Ipari l/o terminálok 24 V-os digitális és analóg 0-10 V-os l/o-val automatizálási vonalhoz
integráció és lézeres csatlakozás.
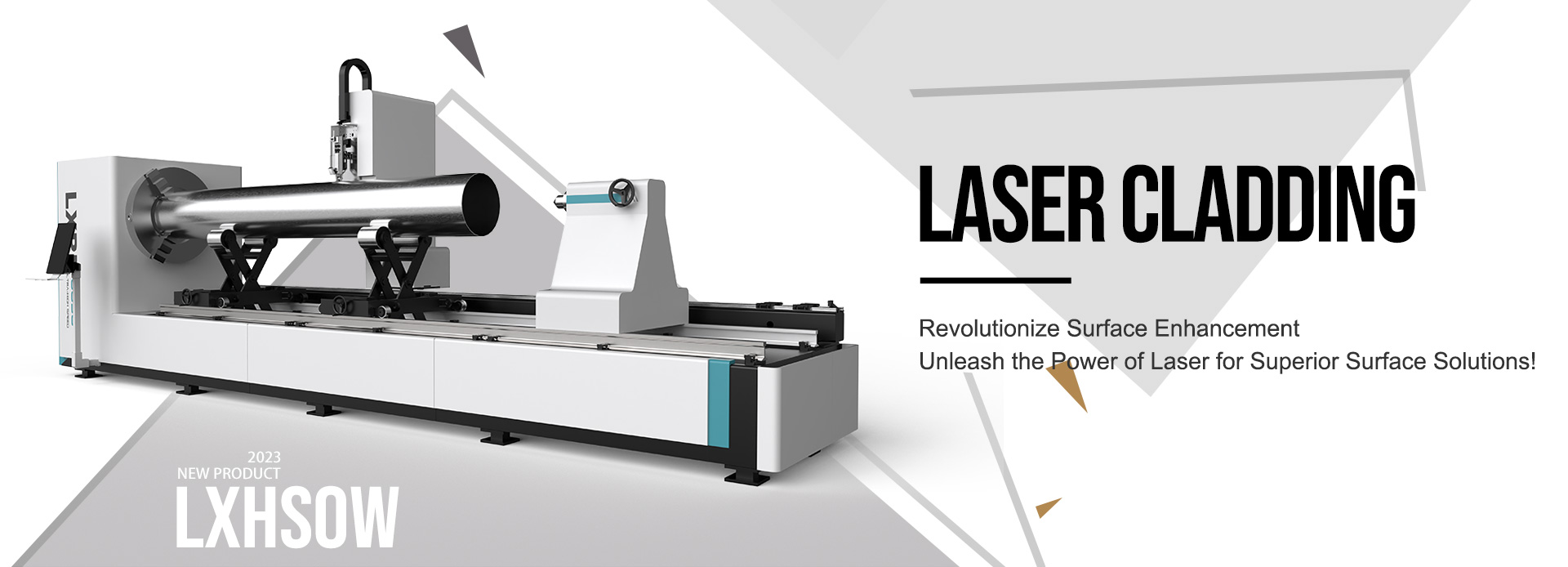
Lézeres platformplakálás előnyei


Lézeres burkoló alkalmazások
● Az autóiparban, például motorszelepek, hengerhornyok, fogaskerekek, kipufogószelep-ülések és egyes alkatrészek, amelyek nagy kopásállóságot, hőállóságot és korrózióállóságot igényelnek;
● A repülőgépiparban egyes ötvözetporokat titánötvözetek felületére vonnak be, hogy megoldják a titánötvözetek problémáját. Hátrányai a nagy súrlódási együttható és a gyenge kopásállóság;
● Miután a penésziparban a penész felületét lézeres plattírozással kezelték, jelentősen javul a felületi keménysége, kopásállósága és magas hőmérséklettel szembeni ellenállása;
●A lézeres plattírozás alkalmazása tekercseken az acéliparban nagyon elterjedtté vált.
paraméter
A lézeres plattírozás működési elve
Az aljzat felületére burkolóanyagokat felvive, majd nagy energiasűrűségű lézersugárral az aljzat felületén lévő vékony réteggel összeolvasztva, egy metallurgiailag kötött burkolóréteg alakul ki az aljzat felületén.
Tudnunk kell
Ha tudni szeretné, hogy a lézergravírozás alkalmas-e az Ön számára, a következőket kell elmondania:
1. Milyen anyagból készült a termék; milyen anyagból kell burkolatot készíteni;
2. A termék alakja és mérete, érdemes fényképeket csatolni;
3. Az Ön konkrét feldolgozási igényei: feldolgozási pozíció, szélesség, vastagság és a termék teljesítménye a feldolgozás után;
4. Szükség van a feldolgozási hatékonyságra;
5. Mi a költségkövetelmény?
6. A lézer típusa (optikai szál vagy félvezető), teljesítménye és a kívánt fókuszméret; hogy támogató robotról vagy szerszámgépről van-e szó;
7. Ismeri a lézeres plattírozási eljárást, és szüksége van technikai támogatásra?
8. Van-e pontos előírás a lézergravírozó fej súlyára vonatkozóan (különösen a robot terhelését kell figyelembe venni a robot alátámasztásakor);
9. Mi a szállítási határidő?
10. Szüksége van-e igazolásra (támogatás igazolása)?







